
Vacuum pump oil plays a critical role in vacuum system performance, yet it is often treated as a routine consumable rather than a key component of the process. Oil quality directly affects lubrication, sealing, heat transfer, and contamination control within the pump. When oil degrades or becomes contaminated, system performance is one of the first things impacted.
Understanding how oil quality affects pump operation is key to preventing downtime, reducing wear, and maintaining consistent vacuum performance.
The Role of Vacuum Pump Oil
In oil-sealed vacuum pumps, the oil performs several essential functions:
- Lubrication – Reduces friction between moving parts such as vanes, bearings, and rotors
- Sealing – Helps maintain vacuum by sealing internal clearances
- Heat Transfer – Carries heat away from internal components
- Contamination Control – Suspends particles and absorbs vapors entering the pump
When oil is clean and within specification, these functions support stable and efficient pump operation. When oil quality declines, each of these functions is compromised.
How Oil Quality Affects System Performance and Reliability
Vacuum pump oil directly impacts lubrication, sealing performance, operating temperatures, and contamination control inside the pump. As oil degrades over time, overall vacuum performance and system reliability begin to decline.
Loss of Lubrication
As oil degrades, its viscosity changes and its ability to lubricate internal components is reduced. This increases friction, leading to accelerated wear on vanes, bearings, and seals. The decrease in lubricity contributes to increased operating temperatures. Over time, this can result in mechanical failure.
Reduced Sealing Performance
Oil also acts as a sealing medium inside the pump. Contaminated or degraded oil loses its sealing properties, allowing internal leakage. This leads to poor vacuum performance and difficulty reaching target pressure levels.
Increased Operating Temperatures
Degraded oil is less effective at removing heat. As friction increases and heat transfer decreases, pump temperatures rise. Excessive heat further accelerates oil breakdown, creating a cycle that can lead to overheating and shutdown.
Contamination and Corrosion
Moisture, solvents, and particulates can accumulate in the oil. Water vapor can condense and create milky or foamy oil, reducing lubrication and promoting corrosion of internal components. Solid contaminants can cause abrasion and clog filters or internal passages. Contaminants in oils also impact the oil vapor pressure which can have significant impact on the ultimate vacuum performance of the vacuum pump. Increased oil backstreaming (oil vapor flowing from the pump to the system) can also occur as the oil vapor pressure is impacted.
Unplanned Downtime
All of these factors—wear, poor sealing, overheating, and contamination—contribute to poor vacuum performance and unexpected failures. In many cases, what starts as degraded oil leads to more extensive repairs or complete pump replacement if not addressed early.
Common Sources of Oil Degradation
Vacuum pump oil breaks down over time due to:
- Thermal stress from continuous operation
- Moisture and vapor ingestion from the process
- Chemical exposure from process gases
- Particulate contamination from dirty environments or inadequate filtration
- Extended service intervals without oil changes
Processes such as vacuum drying, freeze drying, or handling solvents are especially prone to oil contamination.
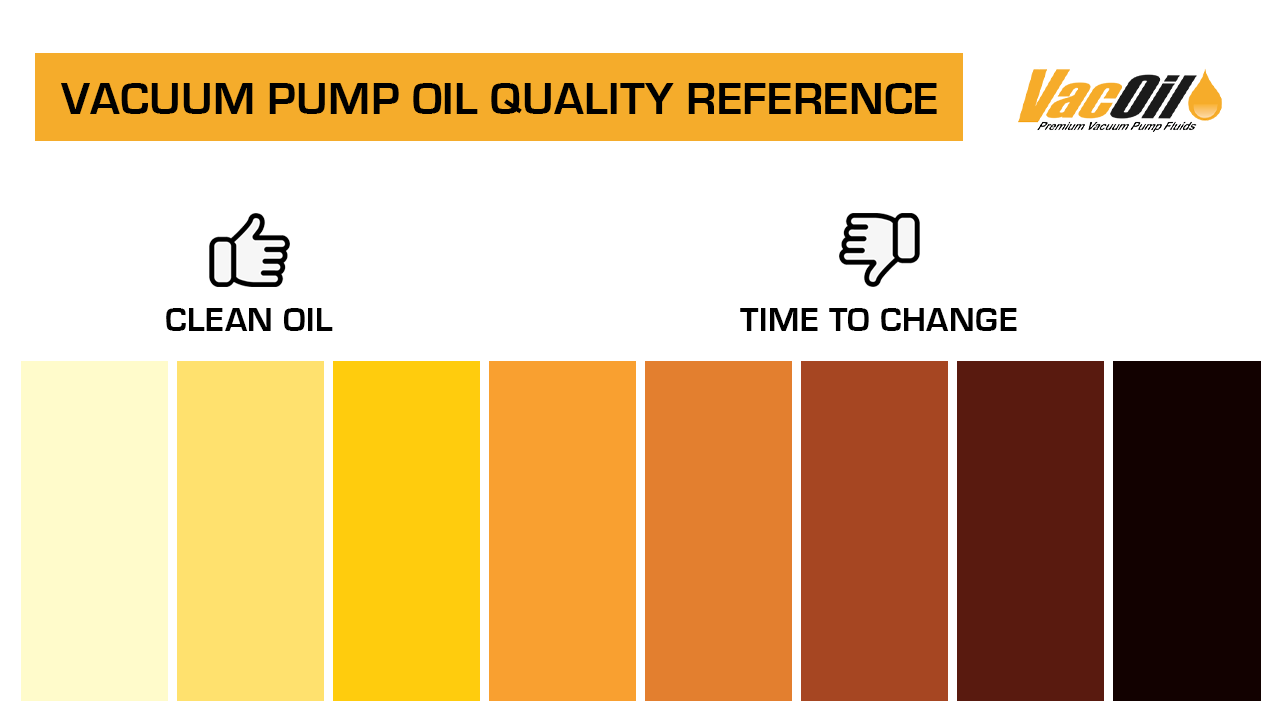
Signs of Poor Oil Quality
Early identification of oil issues can prevent larger system problems. Common indicators include:
- Dark, cloudy, or milky oil
- Strong or unusual odors
- Increased pump noise or vibration
- Higher pump operating temperatures
- Reduced vacuum performance
These signs typically indicate that the oil is no longer performing its intended functions effectively.

Best Practices for Maintaining Oil Quality
Maintaining oil quality is one of the most effective ways to improve system reliability. Recommended practices include:
- Regular oil changes based on operating conditions, not just time intervals
- Use of flushing fluid to remove sludge and contaminants before refilling
- Installing inlet traps and filters to prevent contaminants from entering the pump
- Using gas ballast to reduce moisture buildup
- Monitoring oil condition as part of routine maintenance
Using the correct oil type for the application is equally important, as different processes require different oil properties.
The Impact on Overall System Performance
Vacuum pump oil quality does not just affect the pump—it impacts the entire system. Poor oil condition can lead to unstable vacuum levels, longer pump-down times, and inconsistent process results. In production environments, this can translate directly to reduced throughput and product quality issues.
Maintaining clean, high-quality oil helps ensure that the vacuum system operates as intended, supporting both performance and reliability.
Conclusion
Vacuum pump oil is a critical factor in system reliability. Its role in lubrication, sealing, heat transfer, and contamination control makes it essential to maintain consistent vacuum performance.
By monitoring oil condition, addressing contamination early, and following proper maintenance practices, operators can reduce downtime, extend pump life, and improve overall system stability.
For operations that rely on vacuum systems, oil quality is not just a maintenance item—it is a key part of system performance.
Choosing the Right VacOil Product
Selecting the right vacuum pump oil depends on your pump type, operating conditions, and required vacuum level. Use this guide to match VacOil grades to your application.
- 19 Grade – General-purpose oil for direct drive rotary vane pumps in standard applications
- 195 Grade – Higher viscosity oil for belt drive rotary vane and piston pumps requiring added durability
- 20 Grade – Low vapor pressure oil for high vacuum applications and systems where reduced backstreaming is important
- 130 Grade – Designed for higher temperature operation in large rotary piston pumps
- Elite Z (EZ) Grade – High-performance oil with very low vapor pressure for demanding applications requiring extended oil life and deeper vacuum
- FF Grade (Flushing Fluid) – Used to clean internal pump components between oil changes and remove contamination
- ECO Grade – Low cost oil that can be used in freeze drying applications where oil changes are frequent.
Using the correct VacOil grade helps maintain performance, reduce wear, and improve overall system reliability.
View the VacOil specification chart:
https://www.vacoil.com/vacoil-specification-chart/